【全新视界!】<武威>【本地】q235大口径钢管厂不锈钢带孔钢板卷筒焊接货真价实产品视频,带你领略产品新风尚!
以下是:<武威>【本地】q235大口径钢管厂不锈钢带孔钢板卷筒焊接货真价实的图文介绍


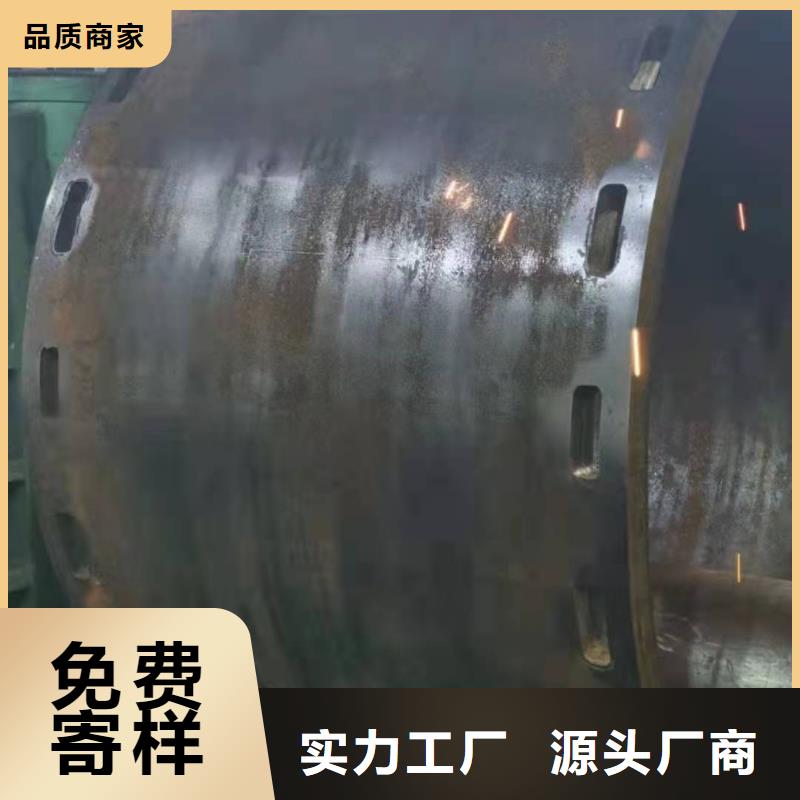
钢板卷筒筒体的制作方法 技术领域: 本实用新型涉及一种钢板卷筒筒体,属于卷筒制造领域,当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊



逐一精选,万次检测,只为责任,山特金属制品有限公司专注于 武威异形管、数十年。在公司和客户的共同努力下,逐渐发展成为一家集设计研发、生产加工、代理经销、技术咨询为一体的综合性实力公司。在 武威异形管、业界拥有良好的口碑。
树行业典范,立质量标杆。山特金属制品有限公司深耕于 武威异形管、系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支技术过硬、检测全面、管理完善的生产和服务团队。


大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:








 扫一扫
扫一扫